

HIGH PRECISION GEAR
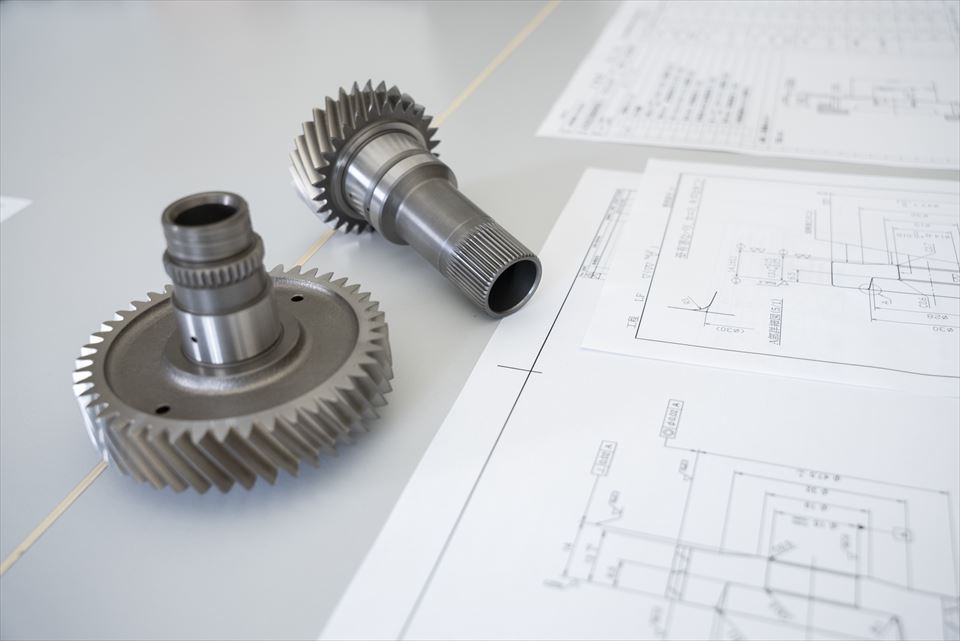
熱処理を含めた高精度歯車の一貫生産
浸炭焼入れ炉4基、ガス軟窒化炉1基を保有し、 歯車の品質玉成に最重要の熱処理歪をコントロールします。
熱処理内製化のためリードタイムの短縮が可能です。
また、歯面研削盤を導入し、低騒音、高耐久を実現する歯形、歯面精度を有する歯車を提供します。
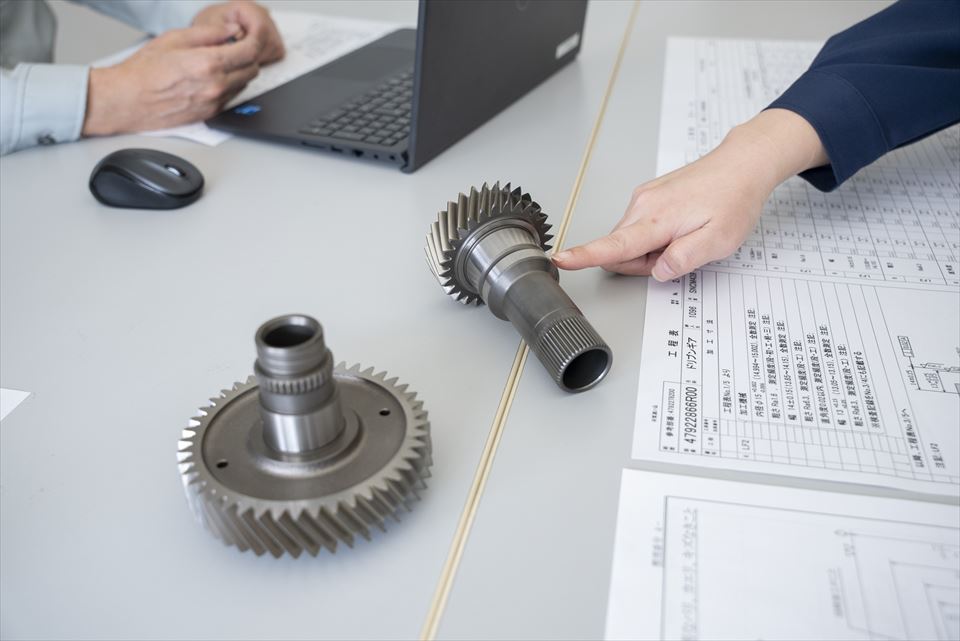
生産体制においては、試作、多品種少量ライン、量産ラインと分け、柔軟に対応が可能です。
主な加工内容
-
主要製品





自動車向けエンジン・トランスミッション用歯車、建設機械、工作機械及び各種産業用歯車
-
加工内容





対応加工範囲: モジュール0.5~6.0
歯切り加工径φ600mm以下
但し、加工可能なモジュール、及び加工径は諸元、及び加工工法により異なる生産対象 : 少量、及び試作加工から量産加工まで 生産工程 : 材料調達から完成歯車の一貫生産
(鍛造鋳造工程は外製)熱処理加工 : 浸炭焼入れ、及びガス軟窒化
FLOW UNTIL DELIVERYお問い合わせから納品までの流れ
-
01お問い合わせ
技術的なご相談やお見積りなどお気軽にお問い合わせください。
よくいただくお問い合わせ内容
- 開発を含むギア製作メーカーを探している
- ギア部分の騒音対策をしたい
- 熱処理に適した材料と焼入れ条件を選定したい
-

02お打ち合わせ
図面の有無、製品仕様、製品特性等をお伺いし、技術的な検証、お見積り、納期等についてお打ち合わせをさせていただきます。
-
03回答・ご提案
作成した見積書を使って、提案する工順、治工具、工法を説明します。 コスト低減や品質改善(作り易さ)を提案します。歯車精度等級等の図面上の品質要求を達成するために必要な工法と改善提案を行います。
-
04ご契約
製品仕様や要求要件でよろしけば契約となり、製造に進みます。
製造開始
-

05鍛造・切り出し丸棒材
材料の自達が可能です。量産品においては複数の鍛造メーカーから製品形状に適した鍛造品(ハンマー鍛造、プレス鍛造、他)を計画的に調達します。
-

06旋削
歯切工程前の旋削(ブランク加工)は近隣の協力会社から調達します。長年に渡る協力関係により品質・納期においての信頼関係を築いています。また、歯切後に必要な旋削加工は社内で加工対応します。
-

07穴あけ・溝加工
歯切前に加工が可能な穴あけ・溝加工は旋削加工協力会社にブランク加工の一部として加工依頼します。また、歯切後に加工する必要がある穴あけ・溝加工は社内で加工対応します。
-

08歯切り・歯面仕上げ
図面上で要求される歯車精度等級や個別に要求される歯形形状に適応する工法(ホブ歯切り・ギアシェーパー歯切り・シェービング仕上げ・歯面研磨仕上げ前歯切り)の中から最適な工法を提案します。
-

09熱処理・表面処理
要求される強度要件や図面指示により、量産可能な熱処理条件を設定します。また、焼入れ歪を低減するための熱処理治具荷姿を提案します。調質処理・ガス軟窒化処理・浸炭焼入れ処理が内製で対応可能です。
歯面面圧強度を向上することが可能なハードショットピーニン処理を提案できます、歯面には△1、050MPaの圧縮応力が発生します。 -

10研磨仕上げ(歯面、外径、内径)
浸炭焼入れで発生した微小な歪を除去する等の目的で外径研磨、内径研磨、平面研磨を行い高い仕上げ精度と要求された面粗度を達成します。また、極めて高い歯車精度を達成するために歯面研削仕上げが可能です。旧JIS 0~1級の高い精度レベルの量産も可能です。
-

11検査・試験・測定
歯車専用測定機・形状測定機・真円度測定機等を使って詳細の測定を行い指定のフォームに対応した検査成績書を提示します。測定の結果を前工程にフィードバックして品質向上を実現します。また、量産歯車においてはマスターギアとのかみ合わせ比較で全数の噛合い検査も可能です。
-

12梱包出荷
指定された梱包形式に対応します。量産品においては、樹脂プレート等を多用し、廃棄物を発生させないリサイクル品での梱包を提案します。
